ПОВІТРЯНО-ДУГОВЕ РІЗАННЯ ТА СТРУГАННЯ
Повітряно-дугове різання – це розплавлення металу у місці різу електричною дугою, що горить між вугільним електродом і металом, з безперервним видаленням рідкого металу струменем стисненого повітря.
Повітряно-дугове різання металів виконують на постійному струмі зворотної полярності, так як при дузі прямої полярності метал нагрівається на порівняно широкій ділянці, внаслідок чого видалення розплавленого металу утруднено. Можливе застосування й змінного струму.
Для повітряно-дугового різання застосовують спеціальні різаки, які діляться на різаки з послідовним розташуванням повітряного струменя і різаки з кільцевим розташуванням повітряного струменя.
У різаках з послідовним розташуванням повітряного струменя щодо електрода стиснене повітря обтікає електрод тільки з одного боку.
Для повітряно-дугового різання застосовують вугільні або графітові електроди. Графітові електроди більш стійкі, ніж вугільні. За формою електроди бувають круглими і пластинчастими.
Повітряно-дугове різання широко використовують для поверхневого різання більшості чорних і кольорових металів, вирізання дефектних ділянок зварних швів, зрізання заклепок, пробивання отворів, відрізання прибутків сталевого литва, виплавки ливарних пороків тощо. Цим способом можна різати різні метали (нержавіючі стали, чавун, латунь і сплави, що важко окислюються) товщиною до 20-25 мм.
Повітряно-дугове різання поділяють на поверхневе стругання і розділове різання.
Стругання є різновидом теплового різання металів. Воно застосовується при обробленні кореня зварного шва для подальшого підварювання, для виправлення дефектних ділянок зварних швів і пороків у виливках, для видалення приварних тимчасових складальних пристосувань і т. п.
Існує кілька способів стругання, з яких найбільш поширеними є газове і повітряно-дугове.
Процес повітряно-дугового стругання заснований на розплавленні металу електричною дугою, що горить між вугільним електродом і оброблюваною деталлю. Розплавлений метал видаляється з утвореної канавки струменем стисненого повітря, що спрямовується паралельно електроду.
Режими повітряно-дугового стругання встановлюють залежно від розмірів канавки і діаметра електрода. Для забезпечення стійкого процесу стругання необхідно підтримувати постійними довжину дуги і кут нахилу електрода. Для збільшення глибини канавки кут нахилу електрода збільшують, а для зменшення – зменшують з одночасним збільшенням швидкості стругання. В останні роки усе частіше використовують повітряно-дугове стругання з пластинчастими електродами. Це дозволяє підвищити ефективність і якість видалення тимчасових складальних пристосувань, прихваток і т. п.
Повітряно-дугове розділове різання і стругання має низку переваг перед іншими способами вогневої обробки металів, оскільки більш просте, дешевше і більш продуктивне.
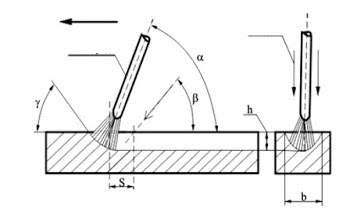
Оброблювана деталь надійно закріплюється і заземляється сталевою шиною перерізом не менше 125 мм2 . Зупинки різака викликають швидке виплавлення металу стислою дугою і виникнення частих коротких замикань. Кут між дротом і поверхнею деталі α повинен витримуватися в межах 40–50°. Під час ручного повітряно-дугового різання різак знаходиться в положенні під кутом 45° до оброблюваного виробу, причому швидкість переміщення різака для отримання рівномірної глибини канавки відносно висока і досягає 0,83 м/хв. Різання виконують «кутом вперед», витримуючи відстань від наконечника до виробу 10–15 мм і не допускаючи торкання наконечником поверхні.


Рис. 2. Повітряно-дугове стругання:
1 - різак; 2 - повітряний струмінь; 3 - електрод; 4 - вирізати канавка; 5 - напрямок строжки

Рис. 3. Повітряно-дугове розділова різання:
1 - різак; 2 - повітряний струмінь; 3 - електрод; 4 - напрямок різання

Рис. 4. Повітряно-дугового різак РВД -1.
Встановлено, що найбільш ефективне видалення розплавленого металу досягається при супутньому з напрямом стругання подаванні стисненого повітря. Отже, з метою збільшення ріжучих властивостей дуги, ручне повітряно-дугове різання плавким електродом виконувалось спеціальною приставкою до зварювального напівавтомата, за допомогою якої повітря в зону різання подавалося двома близько розташованими паралельними струменями, які інтенсивно обтискають дугу. Впливи зміни витрати повітря на стійкість дуги і стабільність процесу стругання додатково досліджувалося шляхом осцилографування струму і напруги, аналіз осцилограм струму показує, що при великих витратах повітря горіння дуги супроводжується мікропульсаціями з частотою близько 100 Гц і амплітудою складової 30...50 % середньої величини струму. При менших витратах повітря частота мікропульсацій виражена не чітко, а амплітуда не перевищує 20–25% середньої величини струму. Зі збільшенням витрати повітря відбувається рівномірне збільшення глибини і зменшення ширини канавки. В той же час, покращується чистота дна канавки і ефективність видалення розплавленого металу. Подальше збільшення витрати повітря (понад 50 м3 /год) призводить до нестабільності процесу і коливань ширини канавки. Таким чином, величину витрати повітря необхідно вибирати мінімально можливого за умови відповідності якості стругання необхідним вимогам. Дослідним шляхом було встановлено, що найкраща стабільність процесу і чистота обробки спостерігається при величині S = 8–16 мм. Зменшення цієї відстані призводить до збільшення шорсткості канавки, зниження стійкості дуги і появи натіків в проструганій канавці.
Повітряно-дугове різання полягає в розплавленні металу по лінії різу електричною дугою і примусовому видаленні стисненим повітрям утворюється під дією дуги розплаву.
Повітряно-дугове різання зазвичай використовується для поверхневої обробки (стругання) або в якості розділового різання сталей, алюмінію, міді, титану.
Якість і ефективність повітряно-дугового різання залежать від якості застосовуваних графітових електродів.
Графітові електроди для різання й строжки виготовлені з графіту марки ГЕ, який за способом отримання і фізико-механічними властивостями подібний до матеріалу графітованих електродів для електродугових сталеплавильних печей. Стійкість графіту ГЕ до високої температури при високому тиску зробила його незамінним.
Графітові електроди застосування:
1. Графітові електроди для повітряно-дугового різання, стругання, наплавлення металів. Даний вид продукції широко поширений в чорній металургії. Починаючи від копрових цехів, де електроди розмірами до 40х40х1000 мм використовуються в комплектних електродугових установках КЕДУ для оброблення великого брухту, і закінчуючи цехами фасонного лиття, де електроди використовуються для обрубки літників, видалення прибутків і виплавки дефектів лиття.
2. Графітові електроди для різання металів застосовуються в сталеливарному і чавунно-ливарному виробництві, дозволяють скоротити поверхневі дефекти відливання.
3. Графітові електроди квадратного або прямокутного перетину 10х10х250 мм, 15х15х300 мм, 15х40х350 мм, 20х20х400 мм, 15х25х500 мм і т. д. Застосовуються для різання товстого шару металу, обрубки прибутків, видалення поверхневих дефектів на виливках.



ABIARC - спеціальні вугільні електроди з мідним покриттям, виготовлені з синтетичного графіту і призначені для різання, підготовки зварювальних фасок і стругання канавок. Висока якість електродів гарантує стабільне горіння дуги і високу продуктивність.
Область застосування - стругання канавок, різання металу, ремонт зварювальних швів, пробивання отворів, очищувальні роботи на блоках сирої сталі, видалення дефектів з високолегованих сталей і ливарних деталей і т.п.
Переваги в роботі з електродами ABIARC - підвищення продуктивності праці, висока швидкість роботи, абсолютне усунення дефектів, широкий діапазон застосувань, можливість обробки матеріалів непридатних для газового різання. Покриття чистою міддю покращує електропровідність і струмопереходи на місці захоплення, підвищує стійкість до поломки.
Країна виробник - Німеччина
Вартість 16 грн/шт

Покритий міддю графітовий електрод, призначений для повітряно-дугового різання й строжки металу.
Покритий міддю графітовий електрод, призначений для повітряно-дугового різання й строжки металу. На відміну від OK GPC, даний процес має значно більш високою продуктивністю, тому що розплавлений метал видаляється потоком стисненого повітря, що подається в спеціальний утримувач для повітряно-дугового стругання під тиском 5-8 бар, при витраті стисненого повітря від 500 до 1500 л / хв. Це робить його найбільш затребуваним для видалення дефектів зварних швів на промислових підприємствах, а також для видалення прибутків і літників в виливок.
На відміну від автогенної поверхневої строжки, даний процес можна застосувати практично для всіх електропровідних матеріалів. Електрод затискається в утримувачі з вильотом близько 100-150 мм і в міру згоряння висувається з тримача. Кут нахилу електрода до оброблюваної поверхні становить 45-60 °. Швидкість строжки зазвичай варіюється в межах від 0,5 до 1,0 м / хв.
При строганні нержавіючих сталей відбувається коксування поверхневого шару, тому щоб уникнути втрати стійкості металу до міжкристалічної корозії необхідно механічно видаляти цей шар.
Слід пам'ятати, що процес повітряно-дугового різання супроводжується сильним шумом і викидом розплавленого металу на великі відстані, тому робітникові необхідно захищати не тільки очі і шкірі, а й органи слуху, а також суворо дотримуватися правил пожежної безпеки.
Дані електроди випускаються як круглої, так і прямокутної форми, що з'єднуються - Jointed (дозволяють вставляти один електрод в інший, тим самим зводячи до мінімуму недогарок) і непоєднувані - Pointed, а також підрозділяються на призначені для роботи на постійному струмі прямої полярності і для змінного струму . Електроди з круглим перетином використовують, переважно, для зняття фасок, строжки канавок і різання. Електроди з прямокутним перетином застосовують для очищення поверхні і усунення поверхневих дефектів на сталевих виливках.
Країна виробник - Швеція
Вартість 15,45 грн/шт.
Електроди вугільні для стругання і різання металу ТАТА НПКО
Ø6 і Ø8 мм упаковка - 10 штук

Повітряно-дугове стругання вугільними електродами - найшвидший і найдешевший процес для різання / видалення металу. Вугільний електрод необхідний для підтримки дуги, щоб розплавити метал, одночасно потужним струменем повітря здувається шлак і розплавлений метал. Стиснене повітря також охолоджує вугільний електрод. Вугільні електроди застосовується для різання, стругання, пробивання отворів у вуглецевих, низьколегованих і легованих сталях.
Область застосування: сталеливарна промисловість, суднобудування, виробництво металоконструкцій, машинобудування.
Країна виробник - Україна
Вартість 9 грн/шт
Строгачі канавок К10, K12 і K20 - спеціальні повітряно-дугові різаки, що призначені для стругання, розділяю чого різання, видалення дефектів литва, а також для пробивання (пропалу) металу вугільними (графітовими) електродами круглого та прямокутного перерізу із струмовим навантаженням від 500 до 1500 А.
Виробництво фірми KURT HAUFE (підприємство групи Abicor BINZEL®), Німеччина
Строгач канавок К10 - різак повітряно-дуговий (РВД)

Строгач канавок К10 (gouging torch ABICOR BINZEL®) призначений для повітряно-дугового стругання і розділового різання металу вугільними (графітовими) електродами круглого і прямокутного перерізу з номінальною струмовим навантаженням до 600 А.
Строгач канавок К10 (різак повітряно-дуговий) виготовлений з високоміцної термостійкої пластмаси. Матеріал ізоляційних накладок 512.D091 ІН 367 - kerapol.
Конструктивно строгач канавок К10 являє собою електродотримач з вентилем управління подачею повітря і шланг-пакетом електро- і повітряпідводу.
Головка строгача поворотна, в базовому виконанні - під круглі вугільні електроди.
Доступні головки під плоский електрод для поверхневої різання.
Для роботи строгача необхідне джерело живлення зварювальним струмом номіналом від 500 А і стиснуте сухе повітря тиском до 10 атм.
Характеристики
Країна виробник
|
Німеччина
|
Виробник
|
Abicor Binzel
|
Максимальний діаметр використовуваного електрода
|
10.0 (мм)
|
Мінімальний діаметр використовуваного електрода
|
4.0 (мм)
|
Номінальний зварювальний струм
|
500.0 (А)
|
Гарантійний термін
|
24 (міс)
|
Діаметр повітряного шланга, мм
|
9
|
Довжина кабелю, м
|
3
|
Тиск повітря, бар, не більше
|
10
|
Дуже гнучкий кабель
|
+
|
Вартість
|
6276,10 грн.
|
Строгач канавок К12T - різак повітряно-дуговий (РВД) з поворотною рукояткою

Строгач канавок К12T з поворотним шарніром (gouging torch ABICOR BINZEL®) призначений для повітряно-дугового стругання і розділового різання металу вугільними (графітовими) електродами круглого і прямокутного перерізу з номінальною струмовим навантаженням до 600 А.
Рукоятка строгача К12Тобертається і виготовлена з високоміцної термостійкої пластмаси.
Матеріал ізоляційних накладок ІН 367 512.D091 - керапол.
Різак повітряно-дугового К12T має вентильний управління подачею повітря.
Головка строгача поворотна, в базовому варіанті - під круглі вугільні електроди.
Доступні головки під плоский електрод для поверхневої різання.
Для роботи необхідне джерело живлення зварювальним струмом номіналом від 600 А і стислий сухе повітря тиском до 10 атм.
Характеристики
Виробник
|
Abicor Binzel
|
Країна виробник
|
Німеччина
|
Гарантійний термін
|
24 (міс)
|
Номінальний зварювальний струм
|
600.0 (А)
|
Максимальний діаметр використовуваного електрода
|
12 мм
|
Мінімальний діаметр використовуваного електрода
|
4.0 (мм)
|
Діаметр повітряного шланга, мм
|
13
|
Довжина кабелю, м
|
3
|
Тиск повітря, бар, не більше
|
10
|
Дуже гнучкий кабель
|
+
|
Вартість
|
8376,90 грн.
|
Строгач канавок К20 - потужний різак повітряно-дуговий (РВД)

Строгач канавок К20 (gouging torch ABICOR BINZEL®) призначений для повітряно-дугового стругання, поверхневого і розділового різання металу вугільними (графітовими) електродами круглого і прямокутного перерізу з номінальною струмовим навантаженням 1500 А.
Рукоятка строгача виготовлена з високоміцної термостійкої пластмаси, ізоляційні накладки - керапол.
Різак повітряно-дуговий має вентильне управління подачею повітря.
Головка різака поворотна, базовому виконанні - під круглі вугільні електроди.
Доступні головки під плоский електрод для поверхневої різання.
Для роботи строгача необхідне джерело живлення від 1500 А і стиснене повітря тиском до 10 атм.
Характеристики
Країна виробник
|
Німеччина
|
Виробник
|
Abicor Binzel
|
Максимальний діаметр використовуваного електрода
|
19 мм
|
Мінімальний діаметр використовуваного електрода
|
8 мм
|
Номінальний зварювальний струм
|
1000.0 (А)
|
Гарантійний термін
|
24 (міс)
|
Діаметр повітряного шланга, мм
|
13
|
Довжина кабелю, м
|
3
|
Тиск повітря, бар, не більше
|
10
|
Дуже гнучкий кабель
|
+
|
Вартість
|
10111,40 грн.
|
Повітряно-дугове різання полягає в розплавленні металу по лінії різу електричною дугою і примусовому видаленні стисненим повітрям утворюється під дією дуги розплаву.
Покритий міддю графітовий електрод, призначений для повітряно-дугового різання й строжки металу.
Повітряно-дугове стругання вугільними електродами - найшвидший і найдешевший процес для різання / видалення металу. Вугільний електрод необхідний для підтримки дуги, щоб розплавити метал, одночасно потужним струменем повітря здувається шлак і розплавлений метал. Стиснене повітря також охолоджує вугільний електрод. Вугільні електроди застосовується для різання, стругання, пробивання отворів у вуглецевих, низьколегованих і легованих сталях.
Виконати контрольну роботу.
Завдання:
І рівень. Правильна відповідь оцінюється в 0.5 бала.
1. При повітряно-дуговому струганні застосовують...
а) сталеві покриті електроди;
б) вугільні та графітові електроди;
в) мідні електроди;
г) покритий елктродний дріт.
2. Розплавлений метал видувається...
а) киснем;
б) струменем вуглекислого газу;
в) струменем стиснутого повітря;
г) зкрапує під силою власної ваги.
3. Для збільшення глибини канавки потрібно...
а) збільшити кут нахилу електрода;
б) зменшити швидкість стругання;
в) збільшити напругу на дузі;
г) встоновити пряму полярність.
4. Електроди для стругання можуть бути...
а) лише круглої форми;
б) круглої та пластинчатої форми;
в) мають форму трубки яка заповнена спеціальною речовиною;
г) трикутні, прямокутні та круглі.
5. Пристрій призначений для проведення повітряно-дугового стругання називається...
а) строгач;
б) пальник;
в) мундштук;
г) стругальний автомат.
6. Обладнання для стругання має спеціальний вентиль, яким виконують...
а) зміну сили струму;
б) швидкість подачі дроту;
в) зміну полярності;
г) зміну подічі повітря.
7. Для покращення процесу різання електроди покривають...
а) міддю;
б) алюмінієм;
в) спеціальним порошком;
г) оксидом заліза.
8. Стругання виконують...
а) кутом назад;
б) кутом уперед
в) перпендикулярно осі шва;
г) кутом назад з коливальними рухами.
ІІ рівень. Дати відповідь на запитання. Правильна відповідь оцінюється в 1 бал.
1. Що називається струганням?
2. В яких галузях застосовують стругання? І для яких виробів проводять такий вид робіт? (навести 5 пркладів)
3. Чим відрізняється повітряно-дугове стругання від інших способів?
4. Вкажіть основні параметри режиму стругання.
ІІІ рівень. Підписати та розшифрувати всі позначення на малюнку. Правильна відповідь оцінюється в 2 бали.
 ІV рівень. Заповнити таблицю. Правильна відповідь дає 2 бали.
ІV рівень. Заповнити таблицю. Правильна відповідь дає 2 бали.
Характеристики електродів для стругання
№
Назва параметру
Значення
1
2
3
4
5
6
7
8
Повітряно-дугове різання полягає в розплавленні металу по лінії різу електричною дугою і примусовому видаленні стисненим повітрям утворюється під дією дуги розплаву.
Повітряно-дугове різання зазвичай використовується для поверхневої обробки (стругання) або в якості розділового різання сталей, алюмінію, міді, титану.
Якість і ефективність повітряно-дугового різання залежать від якості застосовуваних графітових електродів.
Графітові електроди для різання й строжки виготовлені з графіту марки ГЕ, який за способом отримання і фізико-механічними властивостями подібний до матеріалу графітованих електродів для електродугових сталеплавильних печей. Стійкість графіту ГЕ до високої температури при високому тиску зробила його незамінним.
Графітові електроди застосування:
1. Графітові електроди для повітряно-дугового різання, стругання, наплавлення металів. Даний вид продукції широко поширений в чорній металургії. Починаючи від копрових цехів, де електроди розмірами до 40х40х1000 мм використовуються в комплектних електродугових установках КЕДУ для оброблення великого брухту, і закінчуючи цехами фасонного лиття, де електроди використовуються для обрубки літників, видалення прибутків і виплавки дефектів лиття.
2. Графітові електроди для різання металів застосовуються в сталеливарному і чавунно-ливарному виробництві, дозволяють скоротити поверхневі дефекти відливання.
3. Графітові електроди квадратного або прямокутного перетину 10х10х250 мм, 15х15х300 мм, 15х40х350 мм, 20х20х400 мм, 15х25х500 мм і т. д. Застосовуються для різання товстого шару металу, обрубки прибутків, видалення поверхневих дефектів на виливках.
Покритий міддю графітовий електрод, призначений для повітряно-дугового різання й строжки металу.
Покритий міддю графітовий електрод, призначений для повітряно-дугового різання й строжки металу. На відміну від OK GPC, даний процес має значно більш високою продуктивністю, тому що розплавлений метал видаляється потоком стисненого повітря, що подається в спеціальний утримувач для повітряно-дугового стругання під тиском 5-8 бар, при витраті стисненого повітря від 500 до 1500 л / хв. Це робить його найбільш затребуваним для видалення дефектів зварних швів на промислових підприємствах, а також для видалення прибутків і літників в виливок.
На відміну від автогенної поверхневої строжки, даний процес можна застосувати практично для всіх електропровідних матеріалів. Електрод затискається в утримувачі з вильотом близько 100-150 мм і в міру згоряння висувається з тримача. Кут нахилу електрода до оброблюваної поверхні становить 45-60 °. Швидкість строжки зазвичай варіюється в межах від 0,5 до 1,0 м / хв.
При строганні нержавіючих сталей відбувається коксування поверхневого шару, тому щоб уникнути втрати стійкості металу до міжкристалічної корозії необхідно механічно видаляти цей шар.
Слід пам'ятати, що процес повітряно-дугового різання супроводжується сильним шумом і викидом розплавленого металу на великі відстані, тому робітникові необхідно захищати не тільки очі і шкірі, а й органи слуху, а також суворо дотримуватися правил пожежної безпеки.
Дані електроди випускаються як круглої, так і прямокутної форми, що з'єднуються - Jointed (дозволяють вставляти один електрод в інший, тим самим зводячи до мінімуму недогарок) і непоєднувані - Pointed, а також підрозділяються на призначені для роботи на постійному струмі прямої полярності і для змінного струму . Електроди з круглим перетином використовують, переважно, для зняття фасок, строжки канавок і різання. Електроди з прямокутним перетином застосовують для очищення поверхні і усунення поверхневих дефектів на сталевих виливках.
Повітряно-дугове стругання вугільними електродами - найшвидший і найдешевший процес для різання / видалення металу. Вугільний електрод необхідний для підтримки дуги, щоб розплавити метал, одночасно потужним струменем повітря здувається шлак і розплавлений метал. Стиснене повітря також охолоджує вугільний електрод. Вугільні електроди застосовується для різання, стругання, пробивання отворів у вуглецевих, низьколегованих і легованих сталях.
Область застосування: сталеливарна промисловість, суднобудування, виробництво металоконструкцій, машинобудування.
Виконати контрольну роботу.
Завдання:
І рівень. Правильна відповідь оцінюється в 0.5 бала.
1. При повітряно-дуговому струганні застосовують...
а) сталеві покриті електроди;
б) вугільні та графітові електроди;
в) мідні електроди;
г) покритий елктродний дріт.
2. Розплавлений метал видувається...
а) киснем;
б) струменем вуглекислого газу;
в) струменем стиснутого повітря;
г) зкрапує під силою власної ваги.
3. Для збільшення глибини канавки потрібно...
а) збільшити кут нахилу електрода;
б) зменшити швидкість стругання;
в) збільшити напругу на дузі;
г) встоновити пряму полярність.
4. Електроди для стругання можуть бути...
а) лише круглої форми;
б) круглої та пластинчатої форми;
в) мають форму трубки яка заповнена спеціальною речовиною;
г) трикутні, прямокутні та круглі.
5. Пристрій призначений для проведення повітряно-дугового стругання називається...
а) строгач;
б) пальник;
в) мундштук;
г) стругальний автомат.
6. Обладнання для стругання має спеціальний вентиль, яким виконують...
а) зміну сили струму;
б) швидкість подачі дроту;
в) зміну полярності;
г) зміну подічі повітря.
7. Для покращення процесу різання електроди покривають...
а) міддю;
б) алюмінієм;
в) спеціальним порошком;
г) оксидом заліза.
8. Стругання виконують...
а) кутом назад;
б) кутом уперед
в) перпендикулярно осі шва;
г) кутом назад з коливальними рухами.
ІІ рівень. Дати відповідь на запитання. Правильна відповідь оцінюється в 1 бал.
1. Що називається струганням?
2. В яких галузях застосовують стругання? І для яких виробів проводять такий вид робіт? (навести 5 пркладів)
3. Чим відрізняється повітряно-дугове стругання від інших способів?
4. Вкажіть основні параметри режиму стругання.
ІІІ рівень. Підписати та розшифрувати всі позначення на малюнку. Правильна відповідь оцінюється в 2 бали.
ІV рівень. Заповнити таблицю. Правильна відповідь дає 2 бали.
ІІ рівень. Дати відповідь на запитання. Правильна відповідь оцінюється в 1 бал.
1. Що називається струганням?
2. В яких галузях застосовують стругання? І для яких виробів проводять такий вид робіт? (навести 5 пркладів)
3. Чим відрізняється повітряно-дугове стругання від інших способів?
4. Вкажіть основні параметри режиму стругання.
ІІІ рівень. Підписати та розшифрувати всі позначення на малюнку. Правильна відповідь оцінюється в 2 бали.
Характеристики електродів для стругання
№
|
Назва параметру
|
Значення
|
1
| ||
2
| ||
3
| ||
4
| ||
5
| ||
6
| ||
7
| ||
8
|
Дякую Вам огромезне, що можна було зкопіювати все , та користуватися Вашим матеріалом!
ВідповістиВидалитиДякую, чудова інформація!
ВідповістиВидалити